SPC统计过程控制是应用于什么地方的?
有很多人都误解了控制图(Control Charts)的核心作用。控制图最大的价值其实不只是在量产阶段看过程的稳定性,更重要的是在Pre-production阶段用作分析制造过程。
当你设计出一个新产品时,需要验证它是否具备可制造性(Manufacturability)。因此,你会先搭建生产流程,而在这个阶段,流程中通常同时存在特殊原因变异(Assignable Causes of Variation)和普通原因变异(Common Causes of Variation)。
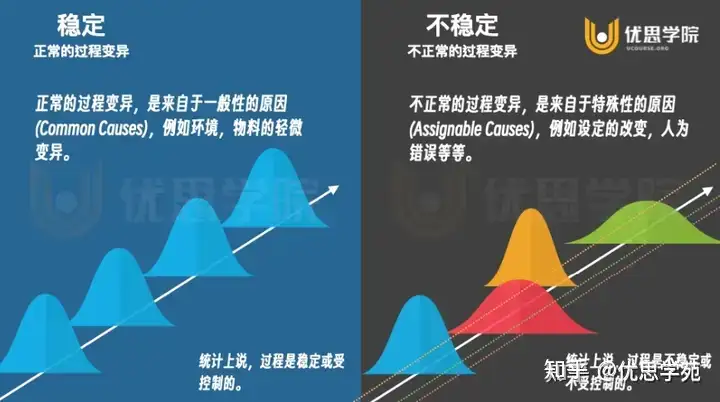
在正式进入大规模生产之前,尽可能识别并消除这些特殊原因是非常合理的。统计过程控制(SPC,Statistical Process Control)正好非常适合完成这项工作,因此它应该被当作一种诊断工具(Diagnostic Tool),在全面投产前使用。
如果这一步做得足够好,那么在大规模生产阶段其实未必还需要大量依赖SPC。因为剩余的特殊原因通常已经非常少了,只需要适当监控少数的关键输入,确保过程保持稳定即可。
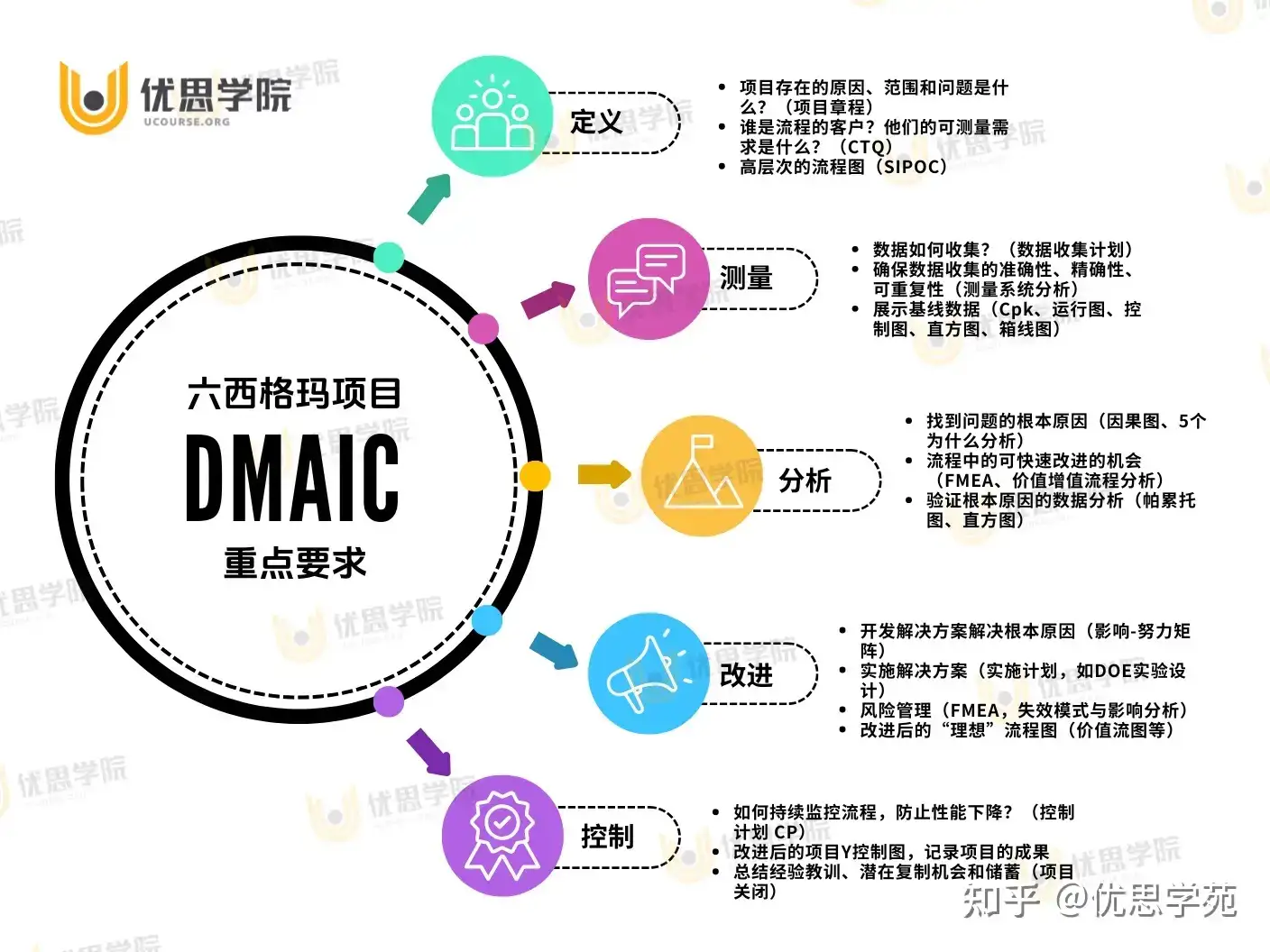
所以,优思学院认为在六西格玛 DMAIC 方法中,控制图可以在分析阶段使用,用来判断过程数据是否处于统计受控状态,并识别是否存在特殊原因变异。如果过程本身尚未稳定,团队就不能直接把数据当作普通随机波动来分析,否则后续的根因判断可能会被误导。因此,在分析阶段使用控制图,可以帮助团队先区分「普通原因变异」与「特殊原因变异」,再决定下一步应进行根因分析、过程改善,还是能力分析。